
Welding Procedure Development for FSW
Principle of Friction Stir Welding
Friction Stir Welding (FSW) is a novel solid-state joining technology proposed by The Welding Institute (TWI) in the United Kingdom in 1991.
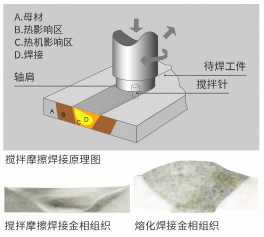 |
The principle of FSW is as follows: a rapidly rotating welding tool is inserted into the metals to be joined, and the tool moves forward at a certain speed (typically, the tool is tilted 2.5°–5° from the perpendicular to the weld line, toward the retreating side). Through the rotation of the shoulder and the pin, the metals are heated to a plastic state (the welding temperature is below the melting point, approximately 80% of the melting point). As the tool moves forward, it forges and stirs the plasticized material, creating a stable flow field. Behind the tool, the plastic material cools and solidifies to form a weld seam.The working principle is shown in the figure.
|
1、Technical Characteristics of Friction Stir Welding
1)Technical Characteristics of Friction Stir Welding
2)No hot cracks, inclusions, or porosity defects.
3)No special pre‑treatment of the parts to be welded.
4)reen welding – no smoke, spatter, or similar issues.
5)Low welding distortion; weld properties close to those of the base material.
2、Capabilities – Materials:Aluminum alloys (all series), magnesium alloys, copper alloys.
3、FSW Capabilities – Joint Configurations
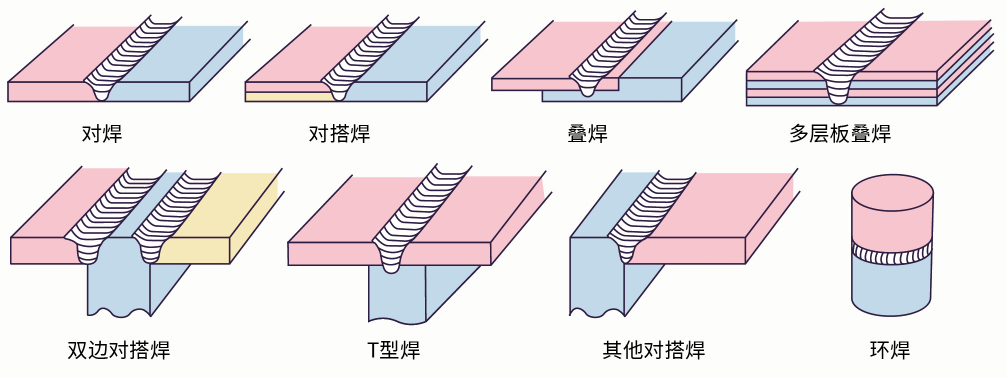
Butt welds of single plates (1‑50 mm)
Butt welds of multi‑layer plates
Lap welds, T‑joints, and fillet welds
Longitudinal and circumferential welds on cylindrical bodies
Welding of extruded and hollow aluminum profiles
3D curve and curved surface welding
4、FSW Welding Methods:
Welding Method Weldable Thickness Weldable Materials Remarks
Conventional FSW 1-50mm Aluminum alloys, magnesium alloys
2-30mm Copper alloys
Bobbin Tool (Self‑reacting) 2.5-30mm Aluminum alloys, magnesium alloys
Retractable Pin Tool 1-40mm Aluminum alloys, magnesium alloys
Stationary Shoulder 1-50mm Aluminum alloys, magnesium alloys
Stationary Shoulder FSW:The shoulder and the pin are separate. During welding, the pin rotates independently, while the shoulder slides relative to the surface of the material being welded. Compared to conventional FSW, stationary shoulder FSW reduces heat input and provides a uniform thermal gradient through the thickness, thereby improving the surface quality of the joint. This method is suitable for welding materials with low thermal conductivity, such as thick aluminum plates and titanium alloys.
Bobbin Tool (Self‑reacting) FSW: As a new variant of FSW, this method complements conventional FSW. The self‑reacting bobbin tool welds both the top and bottom surfaces of the workpiece simultaneously, fundamentally eliminating incomplete penetration or root defects.
Retractable Pin Tool FSW:In this method, the pin is gradually retracted at the end of the weld, producing a “keyhole‑free” FSW joint. It is an effective supplement to conventional FSW.
Friction Stir Spot Welding (FSSW): This is a new spot welding technology developed from FSW. Compared to traditional single‑point joining methods (resistance spot welding, riveting, etc.), FSSW does not require high‑power power supplies or cooling devices, nor does it need additional filler materials. It offers advantages such as low energy consumption, low cost, and material/weight savings.